第二節(jié) 聚碳酸酯
一、聚碳酸酯概況
聚碳酸酯(簡(jiǎn)寫PC)于1958年開始工業(yè)化生產(chǎn),具有優(yōu)異的沖擊韌性。良好的透明性及其他綜合性能,廣泛應(yīng)用于紡織、電器、建筑、儀表、運(yùn)輸?shù)阮I(lǐng)域。
PC的合成有兩種工藝,一種是光氣法(溶液法),另一種是酯交換法(熔融縮聚法)。
光氣法是:雙酚A鈉鹽的水溶液與光氣進(jìn)行縮聚合成PC,其制得的PC分子量為6-10萬(wàn)。缺點(diǎn)是牽涉到溶劑回收及有毒問題。
酯交換法:雙酚A和碳酯二苯酯在催化劑存在下,于200℃熔融狀態(tài)下,進(jìn)行酯交換而成。其分子量在2一3萬(wàn)之間。
PC的分子站構(gòu)有如下特點(diǎn):
1、分子具有對(duì)稱結(jié)構(gòu),簡(jiǎn)單規(guī)整,可結(jié)晶,但結(jié)晶條件很嚴(yán)格,實(shí)際上不容易給晶,如PC在190℃下,最快時(shí)8天才能看到晶球,因此在一般成型條件下,PC為無(wú)定形結(jié)構(gòu)。
2、PC鏈節(jié)重復(fù)單元較長(zhǎng),且存在苯環(huán),限制了分子柔順性,因此玻璃化溫度,熔融溫度均較高,熔體粘度大。
3、PC鏈結(jié)構(gòu)中,既有柔順的碳酸酯鏈,又有剛性的苯環(huán)相聯(lián)結(jié)結(jié)構(gòu),因此使PC具有許多其他工程塑料所沒有的優(yōu)點(diǎn),即機(jī)械特性是韌而剛。
4、PC鏈中有羰基為極性基團(tuán),電性能稍差;鏈中有酯基,易吸濕,易水解。
PC的基本性質(zhì)如表19所示。
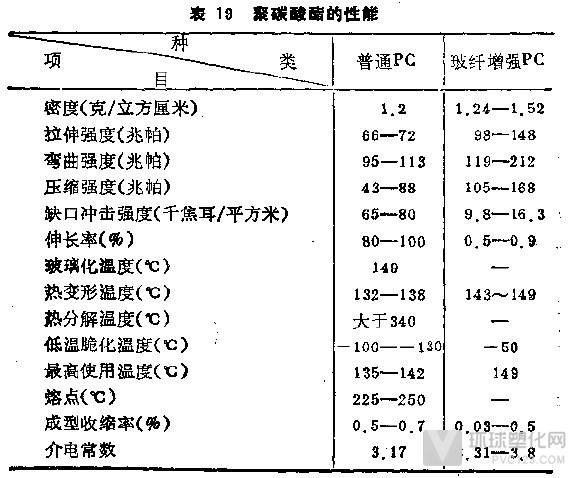
PC為無(wú)色或微黃色透明固體,在厚度為3.75毫米時(shí),PC的透光率為75-90%,接近有機(jī)玻璃。折光指數(shù)為1.589。
PC的電絕緣性能良好,但低于PE、 PS、聚四氟乙烯。
在室溫下能耐稀酸、油、脂肪烴、鹽類、氧化劑等,但胺、酮、酯、芳香烴能使之溶脹,易導(dǎo)致應(yīng)力開裂。能溶于二氯甲烷,氯苯,二氧六環(huán)中。
PC的吸濕性較大,線膨脹系數(shù)為6一7×10-5/℃。
PC的成型加工性能如下:
首先PC料在成型加工之前,必須烘干,因在室溫下PC的吸水性為0.35%,熔體粘度大且成型溫度高,所以烘干使之含水量降至0.02%(即萬(wàn)分之二),擠出成型時(shí)應(yīng)采用排氣式擠出機(jī),料斗存料量要少,料斗要預(yù)熱并抽真空。一般在120℃下烘干8-24小時(shí)。
PC的熔體粘度對(duì)溫度和剪切速率不太敏感,所以一般采用高溫、高壓、快速成型法。但壓力過高易造成內(nèi)應(yīng)力。
PC的收縮率小,0.5-0.7%,所以模具設(shè)計(jì)時(shí)應(yīng)在制品外壁設(shè)計(jì)上6度的錐度,另外主流道應(yīng)粗而短,以利于高粘度流動(dòng)。
模具溫度應(yīng)高些,以利于制品緩慢冷卻消除內(nèi)應(yīng)力,注射模具溫度為90-120℃。 PC制品必須進(jìn)行熱處理,溫度100-130℃, 8-24小時(shí),制件厚時(shí),熱處理時(shí)間長(zhǎng)些,熱處理溫度低時(shí),時(shí)間長(zhǎng)些。
二、改性聚碳酸酯
改性PC的目的是為了增韌,改良成型加工性能,減少殘余變形,增加阻燃性等,具體能改性PC的品種有:
PC/abs可提高彎曲模量、耐熱性、電鍍性能等。
PC/PET、PBT工可改善耐藥品性,耐溶劑料性等。
PC/PMMA加入有機(jī)玻璃可提高外觀珠光色彩。
PC/PA、 HIPS可提高沖擊韌性、表面光潔度。
PC/HDPE可改善耐沸水性、耐老化性、耐氣候性,而LDPE效果較差。
PC用玻纖或談纖維進(jìn)行增強(qiáng)改性,提高機(jī)械強(qiáng)度。
并用溴類阻燃劑和三氧化二銻,可制成阻燃級(jí)PC。
其他和聚砜、芳香族聚碳酸酯、聚甲醛、聚丙烯、聚苯乙烯都可以進(jìn)行共混改性,達(dá)到經(jīng)濟(jì)性和性能之間的平衡。
二、聚碳酸酯應(yīng)用舉例
實(shí)例1:聚碳酸酯紡織紗管
選用光氣法生產(chǎn)的PC為原料,其中新料為80%,再生料為20%。
聚碳酸酯紡織紗管生產(chǎn)工藝流程如下:
配料→干燥→注射→修整→拋光→熱處理→制品。
烘箱干燥溫度115-120℃, 16-20小時(shí),物料在料盤上厚度為30毫米以下,使樹脂含水量在0.03%以下。
料筒三區(qū)溫度為200-220、 250-280、 260-290℃,噴咀溫度比料筒稍低些,低5-10℃。注射壓力4-6兆帕,成型周期25秒,熱處理溫度115-120℃, 1小時(shí),要采用倒懸式進(jìn)行熱處理。
該紗管比木質(zhì)紗管使用壽命長(zhǎng)3倍、尺寸穩(wěn)定、耐候性好,不起毛、光潔度好,能提供各種顏色的紗管,便于搞好班組經(jīng)濟(jì)核算。
對(duì)子廢舊再生PC料,還可以進(jìn)行增韌處理,頂替新料使用。可在再生PC料中,共混少量的尼龍樹脂,或高抗沖聚苯乙烯樹脂,可使制品的沖擊強(qiáng)度提高1倍以上,彎曲強(qiáng)度也有改善,對(duì)樹脂的加工性能、表面光鐸均有所提高。
此外,由于尼龍?jiān)谌廴跁r(shí)粘度極低,能對(duì)共混體系中的顏料有優(yōu)良的浸潤(rùn)包復(fù)作用,破壞了顏料較子的聚集給構(gòu),增加了顏料分散性,為此可降低顏料用最的20%。
實(shí)例2:擠出聚碳酸酯板
PC料一定干燥,使之含水量降到0.02%以下。PC板原料的分子量應(yīng)選在3.5萬(wàn)為好。
擠出機(jī)螺桿長(zhǎng)徑比為20:1,桿中的加料段和計(jì)量段長(zhǎng)度各占全長(zhǎng)的25%,而且螺槽深度一定,壓縮段長(zhǎng)度為全長(zhǎng)的一半。螺桿壓縮比為2.5-3;螺槽深度一般應(yīng)小于4毫米;用銷釘螺桿混煉效果更好。
過遮網(wǎng)組可采用80/120/200/120/80目型式。
衣架式機(jī)頭比較常用,但造價(jià)較貴。
片材的壓延方法有:水平方向擠出壓延片,傾斜方向擠出壓延片,向下或向上擠出壓延片。但目前最好的是:輥筒傾斜壓延法。
典型的PC板擠出條件:
機(jī)簡(jiǎn)溫度260、 280、300℃,機(jī)頭溫度2801C、壓延輥筒溫度:上輥121-135℃、中輥129-139℃、下輥132--150℃,螺桿轉(zhuǎn)速12-24轉(zhuǎn)/分,過濾網(wǎng)組40/60/100目。
PC板可用于汽車,飛機(jī)風(fēng)擋玻璃,波紋板,折板,建筑窗玻璃,體育設(shè)施天棚玻璃等。
其他:PC可和ABS共混,提高沖擊強(qiáng)度,ABS添加量為50%時(shí),提高幅度最大。ABS含量過少時(shí)如3%,沖擊強(qiáng)度反而下降。
PC可和HDPE共混,共中HDPE含量為30%時(shí)共混效采較好,可改善沖擊強(qiáng)度,加工流動(dòng)性能提高,易于充模。LDPE共餛效果很差,出現(xiàn)分層,不能使用。
PC還可做成薄膜,其抗穿刺強(qiáng)度高,適合于焊接。熱封:PC膜表面張力大,在印刷前不需進(jìn)行電暈處理,電鍍性能也好。可用于醫(yī)藥,食品包裝,與紙板復(fù)合作裝飾板等。