共擠出復合吹塑是將不同種類的樹脂或不同顏色的樹脂分別加入各臺擠出機,通過同一個機頭同時擠出制成多層或多種顏色的薄膜。復合薄膜可以彌補單層薄膜的缺陷,發揮每層膜的長處,達到取長補短的目的,可獲得綜合性能優越的復合薄膜材料。
復合機頭有模內復合和模外復合兩種形式。圖6一13所示是模內雙層共擠復合機頭。兩種塑料熔體分別從中心A處與側面B處同時進料,經機頭內各自的環形流道在口模定型段匯合擠出。圖6—14所示是模內兩種塑料分為外、中、內三個層面共擠復合機頭。從中心進入的A種塑料通過分流支架10,分成內、外層兩股熔體,再與側面進入的三種塑料在口模定型段匯合,并一起被擠出模外。
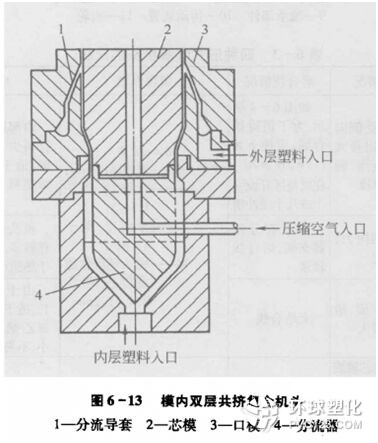
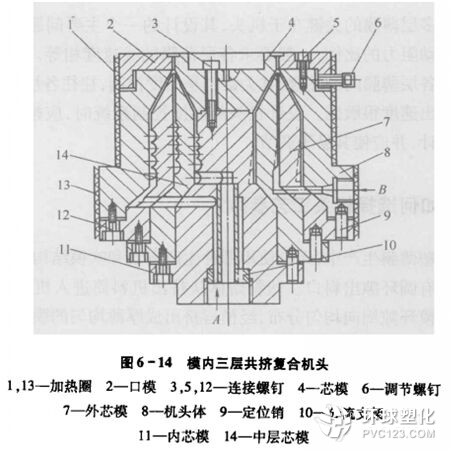
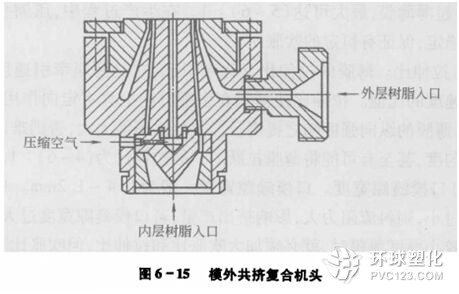
圖6—15所示為模外共擠復合機頭。熔融樹脂在各個完全獨立的流道中流經口模,且僅于離開口模后才匯集在一起。為增加其復合附著力,可在離開口模后于兩膜坯間引入表面活性氣體。此種結構的共擠膜,僅外層料流可得到調整。
吹塑多層薄膜的關鍵在于機頭,其設計的一個主要問題是要控制機頭中流動阻力的比例,一般要求各層薄膜的線速度相等。另一個重要問題是各層薄膜間的黏合,其關鍵也是溫度控制,往往各層的膜厚對溫度和擠出速度很敏感。設計機頭的溫度控制系統時,應按要求高溫的塑料設計,并應使其易于調節。